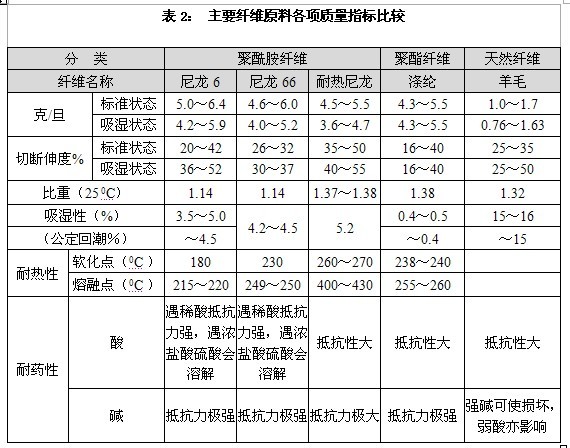
BOM毛毯所采用纖維原料的粗細度選擇和鋪設一般有三種方式:采用相同粗細����、長(cháng)短的纖維進(jìn)行鋪設��;采用雜亂纖維進(jìn)行鋪設和采用不同粗細�、長(cháng)短的纖維進(jìn)行分層鋪設��,不同纖維及不同鋪設方式所生產(chǎn)出造紙毛毯的表面平整細膩程度���、濾水透氣性能和纖維間結合力等均不相同����。其中造紙毛毯表面鋪層纖維的粗細����、長(cháng)短直接決定毛毯表面的平整�����、細膩程度���,同時(shí)也決定纖維層的彈性回復狀態(tài)��。纖維粗細����、長(cháng)短以及鋪設方式的選擇必須根據造紙機的壓榨形式�、所生產(chǎn)的紙種以及漿料的狀態(tài)等因素來(lái)確定�����。
纖維長(cháng)短���、粗細的選擇不僅要滿(mǎn)足造紙毛毯的性能的需要��,同時(shí)也要滿(mǎn)足造紙毛毯制造工藝方面的要求���。實(shí)踐證明���,纖維長(cháng)度越長(cháng)�����、細度越細���,纖維間粘合點(diǎn)數目越多�����、纖維之間的抱合力及纖維網(wǎng)中纖維的纏結程度越好�����,因而可提高毛毯的強力��,同時(shí)����,毛毯的斷裂強度�、頂破強度和撕裂強度也是隨之而上升的��。但纖維長(cháng)度�、細度的選擇還要受到梳理成網(wǎng)和針刺條件的限制��,并非越長(cháng)����、越細越好��。
纖維卷曲度的存在���,使纖維間產(chǎn)生一定的抱合力��。在毛毯的生產(chǎn)過(guò)程中���,纖維卷曲度不僅對混合�����、開(kāi)松和梳理工藝過(guò)程產(chǎn)生影響����,而且還對纖維的均勻度與強度產(chǎn)生較大的影響�。如果纖維卷曲度不足�,由于纖維平直���,纖維抱合力差�,致使在成網(wǎng)時(shí)容易產(chǎn)生破邊��、破網(wǎng)而成網(wǎng)困難��,而且纖維網(wǎng)均勻度欠佳�����。
通常狀態(tài)下�����,造紙毛毯所用的纖維長(cháng)度范圍在20~150mm�,所用的纖維細度為3~67dTex�����。纖維帶有一定的卷曲度可以使纖維間產(chǎn)生良好的抱合力和產(chǎn)生纖維層的回彈性能����,卷曲數為4~8個(gè)/10㎝���。
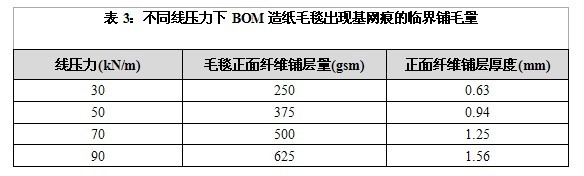
造紙毛毯的纖維層是分層鋪設的�,其纖維層鋪層量的設計含三個(gè)方面的內容:一是所有纖維層的纖維總量����;二是每層纖維層在分層鋪設時(shí)的量��;三是毛毯正面與反面的纖維鋪層量�。因此��,在毛毯纖維層量的鋪設中�����,不僅要考慮纖維層的總量��,同時(shí)要考慮毛毯正反兩面的纖維鋪層量和每層纖維的鋪層量����,這三方面的參數直接關(guān)系到造紙毛毯的濾水透氣性能�����、表面平整細膩程度���、基網(wǎng)的抗壓顯性能�、耐磨性能以及毛毯本身的自潔能力��,參數設計時(shí)應根據造紙機的技術(shù)參數及生產(chǎn)紙種的要求來(lái)確定����。毛毯纖維鋪層量必須合適�,粗細纖維的用量必須得體��,毛層量過(guò)厚���,影響濾水����、易堵塞贓物���;毛層量過(guò)薄�����,底網(wǎng)痕容易顯現出來(lái)�,毛毯透氣度難以控制��,毛毯不耐磨�。
表3說(shuō)明了在不同的線(xiàn)壓力下BOM造紙毛毯正面的臨界鋪毛量的關(guān)系�。
4�����、纖維層梳理鋪網(wǎng)均勻程度
纖維層在梳理鋪網(wǎng)過(guò)程中的均勻一致程度直接決定造紙毛毯的質(zhì)地均一狀態(tài)�����,決定著(zhù)造紙毛毯的濾水均一狀態(tài)��,決定著(zhù)造紙毛毯的走行穩定狀態(tài)�,因此�����,纖維短纖在梳理鋪網(wǎng)過(guò)程中對其均勻度的控制是非常關(guān)鍵的���。
影響纖網(wǎng)不均勻的主要因素有:
1) 纖維原料的松散程度���,纖維原料越松散�����,越便于梳理機梳理鋪網(wǎng)�,其所形成的纖網(wǎng)越均勻�����。
2) 喂毛不均勻�。梳理機喂毛機構無(wú)論是毛斗稱(chēng)重式還是容積式�����,都存在喂入不均勻的問(wèn)題���。盡量控制喂毛不均勻�����,可以減少纖網(wǎng)不勻��。
3) 梳理機的工藝參數�。梳理機的隔距���、速比影響梳理效能���。梳理效果良好�,纖網(wǎng)梳理松散均勻���,纖網(wǎng)就會(huì )厚薄一致����、不會(huì )出現云斑及破網(wǎng)等���。
4) 梳理機的針布狀態(tài)����、車(chē)間的溫濕度���、油劑的加入狀態(tài)等也會(huì )影響纖網(wǎng)的不勻���。
三��、結構比例
所謂結構比例是指纖維層的重量與底網(wǎng)層的重量之比��,一般以?xún)烧哒济嚎傊亓康陌俜謹禂抵底鳛楸壤?。例如:纖維層占毛毯總重量的54%��,底網(wǎng)層占毛毯總重量的46%����,則該毛毯的結構比例為54∶46����,或結構比值為1.17����。結構比例與造紙毛毯的濾水透氣性能息息相關(guān)��,同時(shí)也與毛毯的耐磨性能���、自潔能力�����、抗壓顯性能有關(guān)�����。結構比例越大����,毛毯的濾水透氣性能越小��,耐磨性能和抗壓顯性能得到提高��,自潔能力降低�。結構比例的大小應視生產(chǎn)的紙種�����、漿料的狀態(tài)�����、紙機壓榨型式�、線(xiàn)壓力大小�、洗滌設置狀態(tài)����、真空系統設置狀態(tài)等因素來(lái)控制�����,一般在生產(chǎn)的紙種檔次較高�、洗滌效果較好���、線(xiàn)壓力較大�、真空度較高等情況下���,結構比例可適當調高一些��,這樣毛毯更耐用���。
四�����、針刺狀態(tài)[5] [6]
針刺植絨工藝是否合理將直接決定成品毛毯緊度(密度)��、表面平整細膩程度以及纖維和底網(wǎng)的損傷程度�,也即關(guān)系到毛毯的濾水透氣度���、脫毛掉毛狀態(tài)���、表面出絲狀態(tài)�����、密度均一狀態(tài)和纖維底網(wǎng)強力損耗狀態(tài)等等性能��。所以����,對刺針的選擇����、針板的開(kāi)孔布針狀況��、針刺的深度�����、針刺的遍數��、送布的速度����、斷針率的控制����、毛網(wǎng)鋪設的狀態(tài)等都需要密切關(guān)注��,嚴加控制���。
1��、針板的植針密度是衡量一臺針刺機質(zhì)量好壞的重要參數�����,它與針板上針孔的加工精度�����、針板的強度等因素有關(guān)���,目前多數針刺機的針刺密度為3000枚/m左右����。
2�����、刺針的排列方式對加工出造紙毛毯的表面平整程度非常關(guān)鍵��,排列不好必然導致毛毯表面有規律的且明顯的針痕(刺針點(diǎn))出現���。刺針點(diǎn)的分布狀態(tài)與針的排列方式����、針板的縱向長(cháng)度����、纖網(wǎng)前進(jìn)的速度等參素有關(guān)?�,F在���,刺針的排列方式已采用計算機設計的無(wú)規則雜亂型排列為多��。
3��、植絨刺針的選擇:生產(chǎn)BOM造紙毛毯時(shí)����,刺針不僅要穿過(guò)毛毯一定的厚度���,還要克服多層底網(wǎng)所形成的阻力�����,所以要求針體的剛性�、韌性��、彈性�����、耐磨性都要好�、還要具有較好的平直度�、表面光潔���、鉤刺平滑�、無(wú)毛刺�����、幾何尺寸精確����、針尖形狀一致的特性��。造紙毛毯生產(chǎn)中應用最多的為等邊三角形針���,且在三個(gè)棱邊上分別有三個(gè)倒刺���,此類(lèi)性刺針雖然帶纖維的量較多�,但容易造成纖維和底網(wǎng)絲的損傷�。近年來(lái)����,不少制針廠(chǎng)正在積極研制推廣三棱單面帶齒的植絨針����,從理論和試用情況上看����,該針有對提高造紙毛毯針刺質(zhì)量���、減輕刺針刺傷纖維和底網(wǎng)絲很有幫助����。
4���、針刺頻率:針刺頻率應適中�,頻率過(guò)低會(huì )影響生產(chǎn)效率�����,但頻率過(guò)高會(huì )產(chǎn)生較大的機械震動(dòng)��,不但構成對機械的不必要損傷����,而且增加了針刺對纖維的牽引力�����,導致過(guò)量斷針或纖維斷裂����。針刺頻率一般為300~800次/min�。
5�、針區數量:采用單針刺區的針刺機�,發(fā)生斷針后會(huì )出現明顯的針痕�����,而多針刺區的針刺機某針刺區即使有斷針�����,通過(guò)其它針刺區的針刺也會(huì )做出一定的彌補�����,這對毯面的平整性是非常有利的���。一般而言����,纖網(wǎng)預刺使用單針區針刺機�,造紙毛毯在鋪層過(guò)程中一般使用雙針區針刺機以及三針區針刺機�。
6�、送網(wǎng)速度:輸網(wǎng)速度必須合理����,送網(wǎng)速度過(guò)快�����,會(huì )導致刺針受纖網(wǎng)拉力而偏離托板針孔致使斷針�,同時(shí)對毛毯骨架材料和纖維的損傷也相應增強���。送網(wǎng)速度一般為0.6~10m/min�。
7����、針刺密度:針刺密度的大小直接影響到造紙毛毯的植絨緊度和透氣性能�����。紙機運行中對毛毯的透氣性�����、濾水性和強力的要求很高�����,而紙機的真空吸水裝置����、打毯器����、洗滌裝置(尤其是高壓沖水管)及運轉不靈活的滾筒等對毛毯的摩擦作用又非常大����,因此需要采用適當針刺密度����。針刺密度過(guò)大會(huì )使毛毯缺少彈性����,結構過(guò)于硬實(shí)�����,甚至影響到毛毯的強力����;針刺密度太小���,所生產(chǎn)的毛毯過(guò)分疏松��,耐磨性能不足��,使用中纖維容易松脫��。
8��、針刺深度:針刺深度是針刺工藝中的一個(gè)重要參數�,造紙毛毯的毛網(wǎng)層與底網(wǎng)(基布)層結合的過(guò)程中��,必須得到足夠的針刺深度�����,方能使纖維間�����、纖維與底網(wǎng)(基布)間得到足夠的纏結和獲得有效的抱合力�����。但針刺深度要適中���,針刺太深����,會(huì )使受刺纖網(wǎng)的斷裂纖維增多�����,導致毛毯強力下降����;增加針刺力量和設備負荷和斷針過(guò)多�����;同時(shí)也會(huì )導致刺針帶出毯面的纖維增多�����。針刺深度過(guò)淺�,纖網(wǎng)纏結不牢固��,強度低�����,毛毯質(zhì)地松軟�,使用中容易產(chǎn)生掉毛�。
針刺深度的確定要根據造紙毛毯的品種�、平方米克重��、刺針的刺鉤狀態(tài)以及原料的狀態(tài)���,一般針刺深度在3~17mm不等����,且不同的毛網(wǎng)鋪層����,針刺深度也不一樣���。表4列出950gsm單層BOM造紙毛毯的針刺工藝���。
9��、斷針率的控制:斷針率是控制造紙毛毯在針刺過(guò)程中針痕均一狀態(tài)的重要指標�����,當斷針率或局部斷針狀態(tài)達到一定程度以后����,必然影響造紙毛毯表面的平整細膩狀態(tài)�,也就是因為造紙毛毯表面的針痕導致紙面特別粗糙以及平滑度不均勻的狀態(tài)���。一般在造紙毛毯生產(chǎn)過(guò)程中嚴格控制斷針率在5~10%范圍內����。
10����、鋪網(wǎng)方法:BOM造紙毛毯鋪網(wǎng)方法一般采用正面鋪毛厚反面鋪毛薄的方法����,反面毛層主要對毛毯骨架材料起保護作用���;正面較厚的毛層主要滿(mǎn)足紙頁(yè)表面的平整細膩程度��,減輕或消除紙頁(yè)中的基網(wǎng)痕��,提高毛毯正面的耐磨性能��,調節毛毯的透氣度�����。

五���、整理狀態(tài)[7]
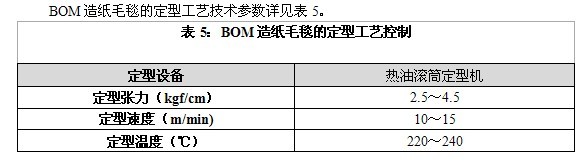
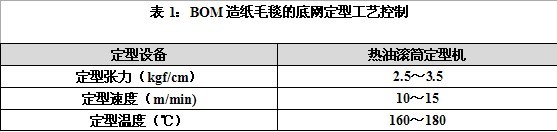
BOM毛毯的后序整理包括毛毯的水洗����、化學(xué)處理����、熱定型以及標識的噴涂���、質(zhì)量檢驗等內容�����。造紙毛毯的水洗和化學(xué)處理對提高其初期適應性����、去處造紙毛毯表面的浮毛并賦予其抗沾污耐腐蝕等特殊性能等方面有很大的好處����。熱定型是使造紙毛毯的尺寸(長(cháng)度伸長(cháng)���、寬度收縮以及厚度的變化)更加穩定����、透氣度更加適合造紙機的需要��、表面更加平整密實(shí)���,同時(shí)還可提高造紙毛毯的耐磨性能�����。BOM毛毯只有通過(guò)完整的后序整理工序��,才能獲得滿(mǎn)足寬幅�����、高速造紙機抄造高檔次紙種需求的性能��。
1���、BOM毛毯的水洗
BOM毛毯的水洗主要是洗去毛毯表面的浮毛��、提高毛毯表面的平整程度�、提高毛毯的纖維層的密實(shí)程度���、軟化纖維��、便于下一工序化學(xué)處理和定型的目的��。同時(shí)也是為了提高毛毯的上機初期適應性能�,減少上造紙機后的空運轉時(shí)間����,使造紙毛毯盡快適應高車(chē)速的要求����,以提高造紙機的生產(chǎn)效率����。
2���、BOM毛毯的化學(xué)處理
BOM毛毯的化學(xué)處理是利用具有特殊性能的化學(xué)品對造紙毛毯進(jìn)行特殊處理和加工��,使造紙毛毯獲得本性能以外的一些特殊性能���。
目前國際上對造紙毛毯進(jìn)行化學(xué)處理的種類(lèi)很多����,有抗沾污化學(xué)處理�、抗脫毛化學(xué)處理��、耐磨處理�、耐腐蝕處理����、軟化��、硬化處理等等����。
常用化學(xué)處理的方法是:造紙毛毯經(jīng)過(guò)水洗以后��,將配制好的化學(xué)液體采用噴淋或浸涂的方式均勻地浸透到毛毯的整個(gè)厚度中���,多余的化學(xué)液用真空箱抽吸走�����,然后采用加壓�����、烘干����、熱定型的方式進(jìn)行熱固����。
化學(xué)品在噴淋或浸涂的過(guò)程中一定要使毛毯的縱向�����、橫向以及厚度方向的Z向均勻一致���,不能出現條形不均勻�、正反不均勻的現象���。
目前國內對造紙毛毯進(jìn)行最多的是防沾污化學(xué)處理����。經(jīng)過(guò)處理后的毛毯具有良好的抗沾污性能和自潔能力����,在同等洗滌條件下���,便于洗滌���,同時(shí)毛毯的耐磨性和抗起毛性能也得到了提高�����。
3����、BOM毛毯的定型[4]
目前先進(jìn)的生產(chǎn)企業(yè)已淘汰掉落后的熱輻射遠紅外定型機�����,大都采用先進(jìn)的熱油(風(fēng))定型設備�,熱輻射遠紅外定型會(huì )導致毛毯表面纖維膠質(zhì)成硬的顆粒�����,在使用中導致紙面出現孔(洞)眼���,而熱油(風(fēng))定型設備集水洗���、化學(xué)處理��、熱定型于一體�����,定型更均勻����,毛毯表面更平整���。
BOM毛毯定型注意事項
1)對定型溫度�、速度的控制:熱定型溫度不能偏低���,在可能條件下以高為好�,偏低的溫度會(huì )影響定型效果�����,相對高的溫度可使纖維迅速達到定型要求�����。采用遠紅外定型的熱穿透效果差��,需通過(guò)適當的方式加以調整���;熱風(fēng)定型的熱穿透效果好�����,但毯面平整性差�����;用油熱定型既具有良好的熱穿透效果又能得到良好的毯面�����。定型溫度��、速度之間是互相聯(lián)系的����,需通過(guò)測定才能確定出一個(gè)合適的數據��。
2)毛毯定型時(shí)的張力應控制在接近紙機使用時(shí)的張力�����,否則毛毯在使用時(shí)會(huì )出現伸長(cháng)率過(guò)大等現象��。
隨著(zhù)造紙工業(yè)技術(shù)裝備水平的不斷發(fā)展以及人們對不同紙張功能細化的要求����,對與之密切相關(guān)的造紙毛毯性能的需求也更加嚴格和細化����,因此在設計和生產(chǎn)造紙毛毯特別是BOM造紙毛毯時(shí)��,必須使每一項參數設計合理��,使每一道生產(chǎn)工序緊緊圍繞實(shí)現毛毯的性能去實(shí)施����,從而得到性能更加優(yōu)化��、更加細化的造紙毛毯來(lái)滿(mǎn)足造紙機的需求�。
1.作者簡(jiǎn)介:韓邦春(1969.12-)��,男�,工程師��。早期畢業(yè)于安徽省第一輕工業(yè)學(xué)校制漿造紙專(zhuān)業(yè)��,現在徐州金冠工業(yè)用呢有限公司從事造紙毛毯的開(kāi)發(fā)�、研制和技術(shù)服務(wù)工作���。曾發(fā)表過(guò)多篇關(guān)于造紙毛毯的設計��、制造和使用維護等方面的文章�����。聯(lián)系電話(huà):13605219603�。
[1] 倪正興����,《造紙毛毯設計制造之要點(diǎn)》�,見(jiàn)《全國造紙用紡織品技術(shù)交流研討會(huì )論文集》�����,中國非織造布和產(chǎn)業(yè)用紡織品行業(yè)協(xié)會(huì )造紙用紡織品分會(huì )主編���,上海����,2001�,P31~34
[2] 劉輝等�,《非織造布生產(chǎn)加工新技術(shù)工藝及性能測試與質(zhì)量控制標準實(shí)用手冊》��,銀聲音像出版社����,第一篇 第四章���、P50~55�、第二篇 第三~六章���、P281~373
[3] 郭秉臣主編�����,《非織造布的性能與測試》�,北京��,中國紡織出版社�����,1998��,P27~29����,P307~310
[4] 楊培松�,《造紙用網(wǎng)��、毛毯���、烘缸帆布》����,內部交流資料
[5] 上海東華大學(xué)紡織學(xué)院��,《紙機織物數據庫》�,2006.6��,第四章
[6] 施漢強�����,《底網(wǎng)(BOM)針刺毛毯的設計與生產(chǎn)》���,見(jiàn)《技術(shù)交流資料匯編1992》��,中國造紙學(xué)會(huì )脫水器材專(zhuān)業(yè)委員會(huì )���、北京華倫造紙脫水器材聯(lián)合公司主編�,上海��,1992�,P46~51
[7] 上海東華大學(xué)紡織學(xué)院.《紙機織物數據庫》����,2006.6��,第四章
 中文版
中文版 English
English